
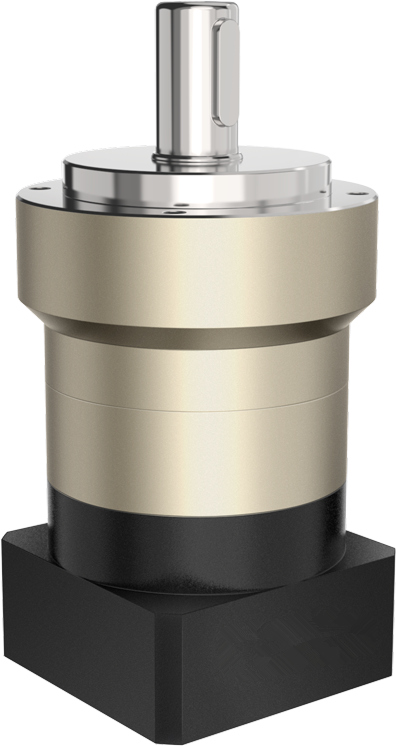
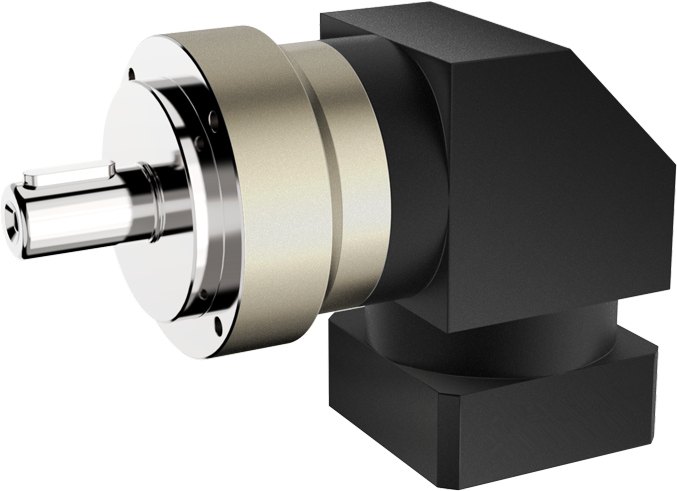
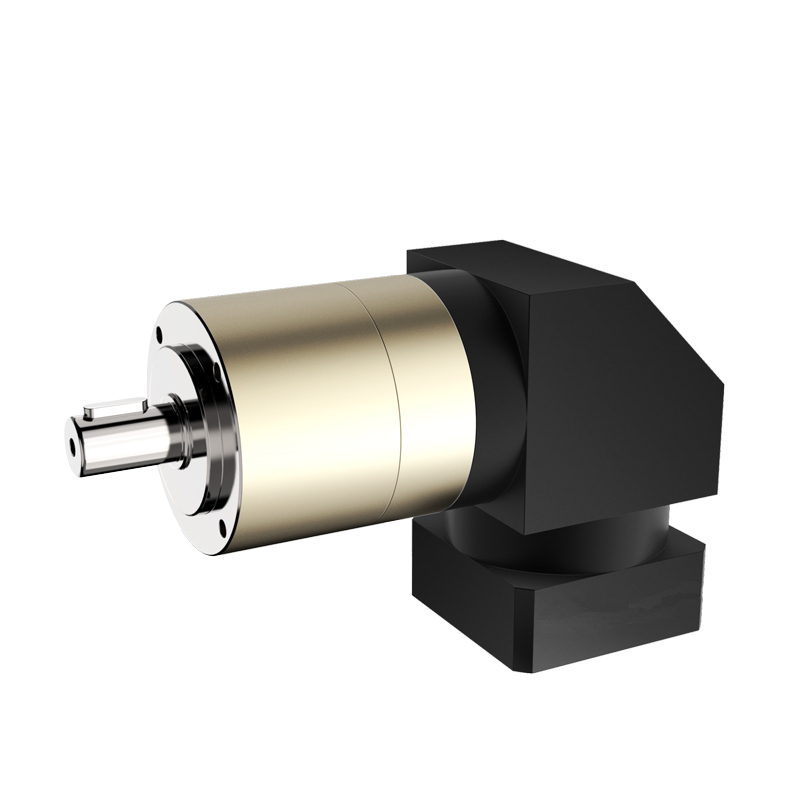
苏州诺烜德智能科技有限公司,是以产品配套与技术服务相结合的自动化领域的机器人减速机供应商。以稳定且可靠的产品质量、快速的服务体系、质优充足的产品供应,充分保障对客户的售前、售中与售后服务,现已形成以AB/R、AE/R、TN/R、TS/R、SP/R、TP/R全系列精密行星减速机。
减速机故障处理
由于减速机运行环境恶劣,常会出现磨损、渗漏等故障,*主要的几种是:
1、减速机轴承室磨损,其中又包括壳体轴承箱、箱体内孔轴承室、变速箱轴承室的磨损;
2、减速机齿轮轴轴径磨损,主要磨损部位在轴头、键槽等;
3、减速机传动轴轴承位磨损;
4、减速机结合面渗漏。






减速机安装方法
在电机与减速机连接前,应先将电机轴键槽与紧力螺栓垂直。为保证受力均匀,先将任意对角位置的安装螺栓旋上,但不要旋紧,再旋上另外两个对角位置的安装螺栓*后逐个旋紧四个安装螺栓。*后,旋紧紧力螺栓。所有紧力螺栓均需用力矩板手按标明的固定扭力矩数据进行固定和检查。减速机与机械设备间的正确安装类同减速机与驱动电机间的正确安装。关键是要必须保证减速机输出轴与所驱动部分轴同心度一致。
减速机首先从检查开始谈起:
1、轴承的检查。用加热的矿物油清洗,直到用手轻轻旋转内座圈时,任何方位都没有卡紧现象为止。清洗后的轴承用塞尺进行游隙检查。
2、齿轮的检查。齿轮不能有断齿,齿面不能有裂纹或剥落现象。
3、轴的检查。轴径上的椭圆度和锥度不能大于0.015~0.025mm。轴所有配合尺寸表面粗糙度满足图纸技术要求,超差0.02mm可复用,0.02mm以上需修复后方可使用。轴宽度尺寸对不超过极限尺寸0.04mm可复用,对超过极限尺寸0.04mm应更换。
4、减速器箱体、轴承盖的检查。



 在线客服
在线客服 13451509664
13451509664 15888322243@163.com
15888322243@163.com


